

氦質譜檢漏 在鋁制板翅式換熱器生產中的應用
在板翅式換熱器的生產中,隨著用戶對換熱器泄漏情況的要求愈來愈嚴格,氦質譜檢漏的使用愈來愈頻繁,本文介紹了在板翅式換熱器進行氦質譜檢漏常用的方法及抽真空需要控制的因素。
在板翅式換熱器的設計及制造過程中,依據設計圖樣或者供貨合同要求進行氦質譜檢漏的情況愈來愈普遍,積極的探索鋁制板翅式換熱器的氦質譜檢漏的方法和控制要素對板翅式換熱器的生產制作具有重要的指導意義。泄漏是的,不漏則是相對的。板翅式換熱器使用中,不但需要知道有無泄漏,而且還要知道泄漏率有多大。氦質譜檢漏完成了對板翅式換熱器的漏率由定性分析到量化考核的轉變。
1、鋁制板翅式換熱器的結構及特點
鋁制板翅式換熱器由封頭、接管、板束體和支座組成。板束體由封條、隔板、翅片和導流片組成。隔板將翅片夾在中間,封條擋住邊上,導流片前后分布,如圖1-1。介質在隔板、封條、翅片、導流片共同構成的通道內流動。這樣一層一層通道疊加到設計的高度。板翅式換熱器組裝完成后送到真空釬接爐中高溫釬接,使得隔板、翅片、封條和導流片接觸部分熔合在一起成為一個整體。
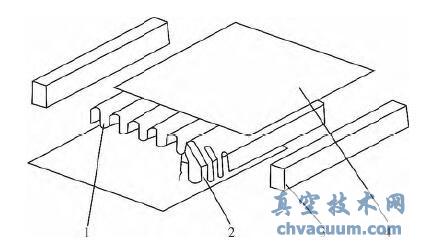
圖1 板翅式換熱器結構示意圖
板翅式的換熱器基本結構特點為錯層式、多股流,其緊湊、且換熱面積大,焊縫長度大。
2、鋁制板翅式換熱器常用檢漏方法
板翅式換熱器的泄漏主要有外漏和內漏兩種。無論采用何種檢漏方法,其目的都是為了解決內外漏問題。
2.1、肥皂泡法
在對板翅式換熱器進行完強度試驗前,一般對各介質通道充入壓力值為0.1MPa-0.2Mpa 的干燥、潔凈、無油的氣體,在換熱器表面的焊縫處刷一定濃度的肥皂水,如果存在泄漏點,會連續形成肥皂泡或者肥皂泡被吹飛。找出外漏點,并對所有介質通道卸壓后,進行補焊返修。
2.2、氣密性試驗檢漏法
在對板翅式換熱器進行完強度試驗后,向所有介質通道充入干燥、潔凈、無油的空氣或氮氣,使通道壓力達到設計圖樣中所要求的氣密性試驗壓力,將板式放入水池中穩壓30 分鐘,判斷表面有無氣泡出現,如有氣泡,找出外漏點進行標記。
然后按照先低壓通道后高壓通道的原則,逐次放空被測通道,按照相應的檢漏工藝方法逐通道檢查,終判定是否存在內漏點,以及哪組通道之間存在內漏缺陷。
2.3、U 形管法
在對工件做完強度試驗、氣密性試驗,組焊完畢后,利用U 形管法對整體性能進行泄漏檢查。
將被檢通道的各管口使用悶塞封口,只留一個管口用橡膠管連接到含有一定量水的透明玻璃U 形管,此時被檢通道內的壓力與外界大氣壓持平,U 形管兩液面持平無高度差。其它介質通道充入干燥、潔凈、無油的空氣或氮氣,使通道壓力達到設計圖樣中所要求的氣密性試驗壓力,經過一定時間后,觀察U 形管兩直管內水平面的變化,若連接到通道一側的水面低于通大氣一側(水平面有一定的高度差),則判定為不合格,反之為合格。
3、氦質譜檢漏的應用
氦質譜檢漏小可檢漏率達5×10-12 Pa·m3/s,氦質譜檢漏的使用,使板翅式換熱器的檢漏由定性考察變成了定量分析,對板翅式換熱器的選用具有指導意義。
3.1、氦質譜檢漏常用的操作方法
板式換熱器的體積及換熱面積較大,如果單依靠氦質譜檢漏儀抽取真空,其不能滿足檢漏口真空度的要求,這樣需要另接抽真空機組。板翅式換熱器的氦質譜檢漏一般采用噴吹法和鐘罩法,如檢查內漏還可以采用吸入法進行檢漏。
3.1.1、噴吹法
該方法是將被檢件接在檢漏儀的檢漏口,用儀器的真空系統對其抽真空并達到真空銜接與質譜管溝通,然后用噴槍向可疑漏孔噴吹氦氣。當有漏孔存在時,氦氣就通過漏孔進入質譜管被檢測。下圖2-1 是噴吹法原理示意圖。
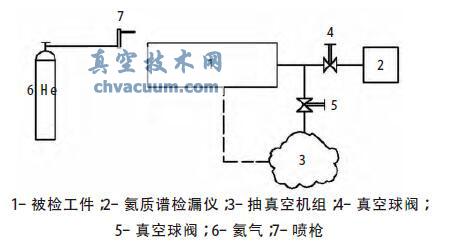
圖2-1 噴吹法原理示意圖
3.1.2、鐘罩法—測總漏率
將被檢件與儀器檢漏口聯接抽真空,在被檢件外面罩以充滿氦氣的容器,如被檢件有漏孔,氦氣便由漏孔進入被檢件,終達到質譜管被檢測。所測漏率是被檢件的總漏率,不能確定有幾個泄漏點和每個漏點的準確位置。下圖2-2 是噴吹法原理示意圖。
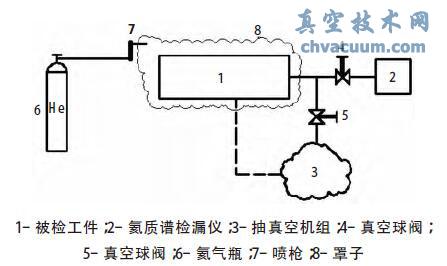
圖2-2 鐘罩法原理示意圖
3.1.3、吸入法—檢測內漏
將被檢工件的一個通道內充氣設計壓力值大小的氦氣與氮氣混合氣,然后對與其相鄰的通道抽真空并與儀器檢漏口相連,如果存在內漏,另一通道內的氦氣會進入抽真空的通道,終達到質譜管被檢測。下圖3-3 是吸入法原理示意圖。
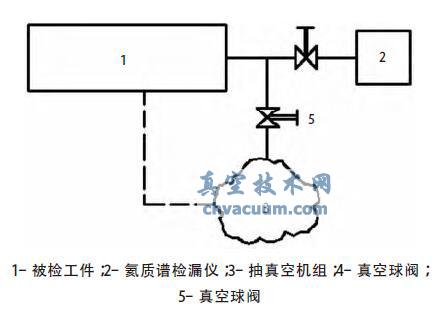
圖3-3 吸入法原理示意圖
3.2、氦質譜檢漏的成本控制
氦質譜檢漏相對于其他的檢漏方法,因使用抽真空機組及高純氦氣其經濟成本居高不下。筆者在生產制造檢測中摸索出一整套減少檢測費用的方法,使氦質譜檢漏具備了在板翅式換熱器生產中大規模使用的可能。
3.2.1、檢漏口真空度的控制
根據NB/T 47006 鋁制板翅式熱交換器中A.5 氦質譜檢漏和JB/T 7261 鋁制板翅式熱換器中漏率要求,檢漏口真空度一般要求為:1.33Pa。
在設計圖樣及供貨合同中對檢漏口真空度有明確要求的,按照其要求的檢漏口真空度進行檢測;如果沒有要求,根據大量的檢測經驗,將檢漏口真空度控制在1.0Pa-15Pa,這樣的一個檢漏口真空度并沒有降低檢測的準確性,但其抽真空所需的電費能減少20%-50%。
3.2.2、工件干濕度的控制
對一批同尺寸規格的4 臺的板翅式換熱器進行氦質譜檢漏時,檢測各出工件通道的濕度,做了記錄,然后挑出2 臺進行烘干和氮氣置換,然后對所有工件通道進行抽真空。進行對比后發現,達到同樣的真空度,沒有進行烘干和氮氣置換的工件其花費的時間增加40%-60%。
3.2.3、氦氣的使用控制
板翅式換熱器的體積大,焊縫長度大,氦質譜檢測時,需要大量的氦氣。工業使用的高純氦氣,其成本較高,一瓶達幾千元,如果使用高純氦直接檢測其花費的成本大。在進行吸入法和鐘罩法時,采用氦氣與氮氣的混合氣進行檢測,能使氦氣的使用成本下降70%-80%。
3.2.4、抽真空管道口的控制
對一通道進行抽真空操作時,如果對進口和出口同時抽,比對單一口進行抽取時,節省時間達60%-75%。減少了抽取時間,降低了經濟成本。
4、結束語
正確的選擇檢漏方法、檢漏口真空度的大小、氦氣的使用、工件干濕度的控制、抽真空的方式,不僅能夠獲得可靠的檢測數據,而且能夠大大降低生產檢測成本,氦質譜檢漏在板翅式換熱器的今后的生產具有重要意義,換熱器的性能指標有了量化的考評,對提升板翅式換熱器的產品質量具有推動性作用。
